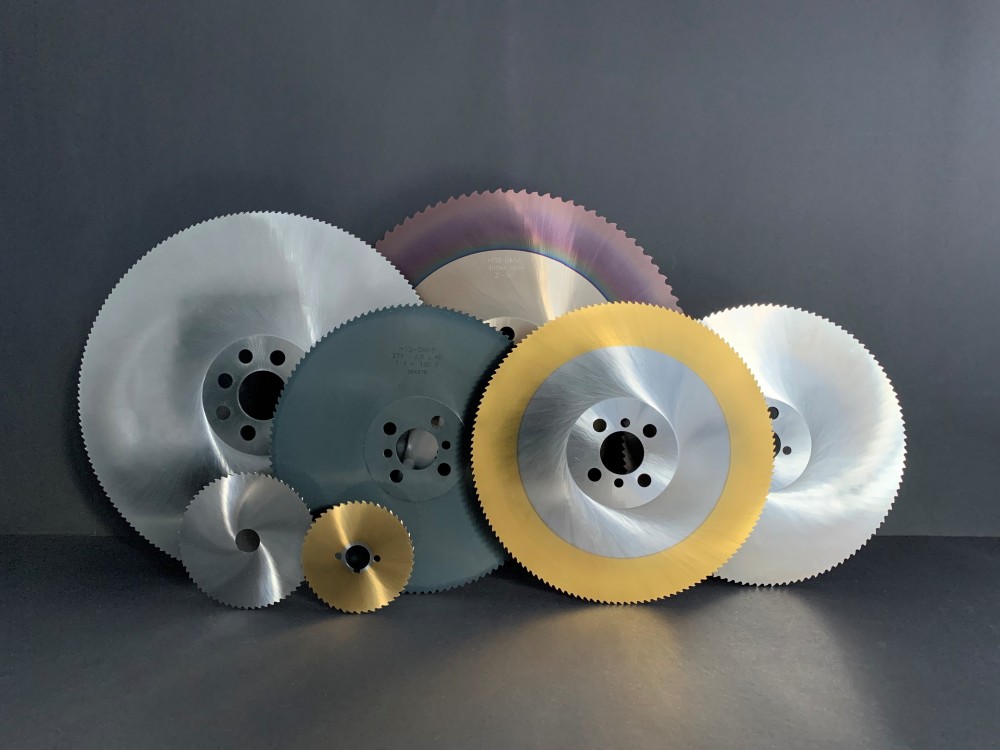
HSS und VHM Kreissägeblätter für
Metall- und Stahlbearbeitung
Metallkreissägeblätter von Tiemann.
Für jedes Einsatzgebiet und jeden Schnitt das passende Sägeblatt.
Die Einsatzmöglichkeiten von Metallkreissägeblätter sind vielseitig und die Anforderungen an diese Werkzeuge sind in den letzten Jahren enorm gestiegen.
So fordert der Markt immer höhere Schnittparameter im Zusammenspiel mit dem Wunsch nach deutlich steigenden Standzeiten.
Ausschlaggebend für optimale Schnittergebnisse und bestmögliche Standzeiten von Metallkreissägeblättern ist die Wahl der passenden Zahnteilung und Zahnform für den zu zerspanenden Werkstoffquerschnitt in Verbindung mit der Werkstoffqualität.
Um den Zerspanungsprozess zu optimieren sowie eine bestmögliche wirtschaftliche Nutzung des Sägeblattes zu erreichen, ist das richtige Verhältnis zwischen Vorschubgeschwindigkeit und Umdrehungsgeschwindigkeit erforderlich. Ein Missverhältnis dieser Parameter kann zu vorzeitigem Verschleiß und/oder zur Überlastung und zum Bruch des Sägeblattes führen.
Um allen Anforderungen unserer Kunden gerecht zu werden, erfolgen bei Tiemann alle Schleifvorgänge ausschließlich auf hochmodernen CNC-Vollautomaten mit flüssigkeitsgekühltem Tiefschliff die hundertprozentige und gleichbleibende Präzision garantieren. Zusätzlich werden alle Sägeblätter auf unsere computergesteuerten Kamera- und Laser-Messsystemen mit entsprechender Spezialsoftware auf Rundlaufgenauigkeit sowie Planlauf kontrolliert und bei Bedarf entsprechend bearbeitet und optimiert.
Unser Neublatt-Sortiment umfasst alle gängigen Metallkreissägeblätter von ø 50mm bis ø 600mm in allen gängigen Standardabmessungen, allen gebräuchlichen Bohrungen, Nebenlöchern und Teilkreisen sowie allen bekannten Zahnformen.
Auf Wunsch erhalten Sie unsere Vollstahl- und Vollhartmetall-Kreissägeblätter zur Verschleißreduzierung und zur Optimierung und Erhöhung der Standzeiten bzw. der Vorschübe auch mit PVD-Oberflächenbeschichtungen wie TiN, TiCN, TIALN oder auch anderen, für Ihre Anwendungsbereiche optimierten Beschichtungen.
Die Wahl des richtigen Sägeblattes erfordert die Berücksichtigung folgender Eckdaten:
► Sägeblattqualität
- HSS-DMo5 > DIN 1.3343 > 64 +/- 1 HRC > für NE-Metalle und Stähle bis 800 N/mm²
- HSS-EMo5Co5 > DIN 1.3243 > 65 +/- 1 HRC > für Cr-Ni-Stähle und Stähle ab 800 N/mm²
► Werkstoffqualität
- einfache Stähle von ~ 180 N/mm² bis 500 N/mm²
- Stähle bis 800N/mm²
- feste, hochlegierte Stähle (auch rost- und säurebeständig) bis 1200 N/mm²
- Leichtmetalle und NE-Metalle
► Werkstückquerschnitt
- Rohre (Einzel- oder Bündelschnitt)
- Profile (Einzel- oder Bündelschnitt)
- Vollmaterial (Einzel- oder Bündelschnitt)
► Zahnform
- A + AW > Gerade Verzahnung. Bis max. 3,0mm Teilung. Für kurzspanende Werkstoffe, geringe Schnitttiefen, kleine, dünnwandige Rohre bis ~ 2,5mm Wandung und Schlitzen von Werkstoffen. Zahnform AW zusätzlich mit wechselseitiger Anfasung zum besseren Bruch der Späne.
- B + BW > Bogenzahn / Bogen-Wechselzahn. Zahnform BW zusätzlich mit wechselseitiger Anfasung zum besseren Bruch der Späne.
- C > auch HZ oder V+N genannt > Bogenzahn nach Prinzip des Vor- und Nachschneiders zur Verbesserung der Spanbrechung. Dabei wird der Vorschneider ca. 0,2-0,3mm höher geschliffen als der Nachschneider und beidseitig zu je 1/3 der Schnittbreite angefast. Für die Bearbeitung von Vollmaterial, dickwandige Rohre ab ~ 2,5mm sowie großen Schnitttiefen.
- BR > Bogen-Rillenzahn (auch Spanteiler genannt) > Bogenzahn mit Spanteilerrille optimiert das Brechen der Späne und den Spanabfluss. Zur gratarmen Zerspanung von Rohren bis zu einer Wandstärke von ~ 2,0mm mit hohen Schnittgeschwindigkeiten.
- VP > Varioverzahnung > Bogenzahn mit variabler Zahnteilung (ungleicher Abstand von Zahn zu Zahn) für den Einsatz von häufiger wechselnden Materialquerschnitten und Bündelschnitten. Verringert Vibrationen und vermindert so die Geräuschbildung. Die Varioverzahnung wird in den Zahnformen B, BW, BR und C hergestellt.
► Oberflächengüte des Sägeblattes
- blanke Ausführung
- dampfbehandelte Ausführung
- PVD-Hartstoff-Beschichtung
Um für jeden Anwendungsfall das passende und leistungsfähigste Sägeblatt zu ermitteln, stehen wir unseren Kunden gerne mit unseren qualifizierten Mitarbeitern für eine technische Beratung zur Seite.